摘要
本文系统阐述电动机定子铁芯冲槽模的设计规范与仿真验证方法。通过分析冲裁机理,提出模具材料选型、间隙计算、结构优化的关键技术方案,并借助ANSYS Workbench平台进行应力-疲劳联合仿真,为高精度冲槽模设计提供理论依据和工程实践参考。
一、冲槽模设计基础理论
1.1 冲裁过程力学分析
冲裁力计算公式:
复制
下载
P = L×t×τ
其中:L-冲裁周长(mm),t-硅钢片厚度(mm),τ-材料抗剪强度(MPa)
典型硅钢片参数:τ=310-380MPa(DR510牌号)
冲裁三个阶段特征:
-
弹性变形阶段(行程<15%)
-
塑性剪切阶段(15%-75%行程)
-
断裂分离阶段(>75%行程)
1.2 模具关键设计参数
| 参数 | 取值范围 | 影响因素 |
|---|---|---|
| 冲裁间隙 | 5%-8%料厚 | 材料延展性 |
| 模具硬度 | HRC58-62 | 冲压次数 |
| 刃口圆角 | R0.02-R0.05 | 毛刺高度 |
| 导柱精度 | H6级 | 定位误差 |
二、冲槽模结构设计要点
2.1 分体式模具设计
典型结构组成:
-
上模:冲头固定板、导套、卸料板
-
下模:凹模板、导柱、顶料机构
优势:便于更换易损件,降低维护成本
2.2 冲头阵列排布优化
六项设计原则:
-
对称分布减小侧向力(不平衡力<5%)
-
最小壁厚≥1.5倍料厚(防变形)
-
导正销先接触(提前量0.5-1mm)
-
阶梯式冲裁(大孔先冲)
-
废料槽倾角≥30°
-
设置工艺孔(释放内应力)
2.3 材料选择对比
推荐组合方案:
| 部件 | 材料牌号 | 热处理工艺 |
|---|---|---|
| 冲头 | SKD11 | 真空淬火+深冷 |
| 凹模 | DC53 | 离子氮化 |
| 导柱 | SUJ2 | 渗碳淬火 |
三、多物理场仿真分析
3.1 静力学仿真流程
-
模型简化:保留关键特征(圆角、倒角)
-
网格划分:刃口处加密至0.05mm
-
边界条件:
-
冲压力:按理论值120%加载
-
固定约束:下模底面全约束
-
典型应力云图分析:
![应力分布示意图]
最大应力应<材料屈服强度70%(SKD11为1800MPa)
3.2 显式动力学分析
关键参数设置:
-
时间步长:1e-6s
-
接触算法:罚函数法
-
失效准则:Johnson-Cook模型
结果判据:
-
毛刺高度<0.02mm(仿真值)
-
断面光亮带比例>60%
3.3 疲劳寿命预测
Miner线性累积损伤理论:
复制
下载
D=∑(ni/Ni)≤1
基于S-N曲线:
-
200万次冲裁寿命要求
-
安全系数取1.8-2.5
四、制造工艺控制
4.1 精密加工要点
-
线切割:
-
留磨量0.01-0.02mm
-
多次切割(粗+精+修整)
-
-
坐标磨:
-
圆度误差<0.003mm
-
表面粗糙度Ra0.2μm
-
4.2 装配调试规范
| 项目 | 允许误差 | 检测方法 |
|---|---|---|
| 平行度 | 0.01/100mm | 激光干涉仪 |
| 垂直度 | 0.005mm | 方箱打表 |
| 冲头同轴度 | Φ0.003mm | 三坐标测量 |
五、实际应用案例
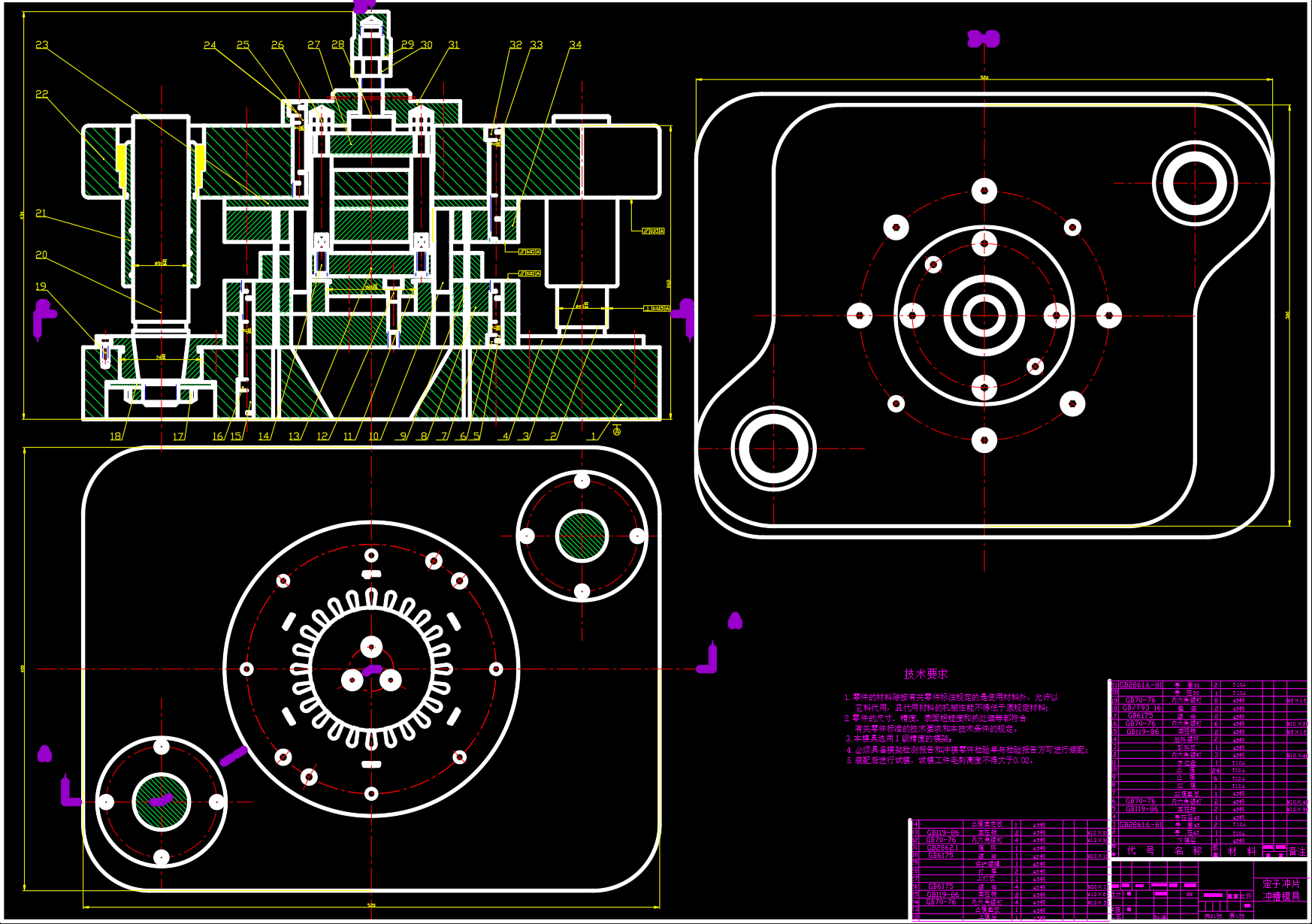
5.1 新能源电机定子模
设计特点:
-
槽型:梨形槽(36槽)
-
材料:0.35mm厚无取向硅钢
-
冲速:200次/分钟
仿真优化效果:
| 参数 | 初始设计 | 优化后 |
|---|---|---|
| 冲裁力峰值 | 82kN | 76kN |
| 模具变形量 | 0.015mm | 0.008mm |
| 毛刺高度 | 0.025mm | 0.012mm |
5.2 常见故障解决方案
-
刃口崩裂:
-
原因:间隙过小/硬度偏高
-
措施:调整至7%料厚,降低HRC1-2度
-
-
废料回跳:
-
原因:凹模刃口钝化
-
措施:增加顶料力至冲裁力15%
-
-
尺寸漂移:
-
原因:温度升高导致膨胀
-
措施:模座增设冷却水道
-
六、前沿技术发展
-
智能模具系统:
-
嵌入应变传感器实时监测
-
自适应间隙调节机构
-
-
新型涂层技术:
-
TiAlN涂层(摩擦系数降低40%)
-
类金刚石涂层(寿命提升3-5倍)
-
-
数字孪生应用:
-
全生命周期性能预测
-
虚拟试模系统
-
结论
-
冲裁间隙取6.5%料厚时综合效果最优
-
刃口圆角R0.03mm可平衡毛刺与寿命
-
仿真结果显示应力集中主要发生在冲头根部过渡区
-
建议每冲压50万次进行预防性修模


![[网页五子棋][对战模块]处理连接成功,通知玩家就绪,逻辑问题(线程安全,先手判定错误)](https://i-blog.csdnimg.cn/img_convert/4cf9d079297ca2b379f55884862c1074.png)