热加工行业论坛 (www.rjghome.com) ——热加工行业人员的网上技术交流家园。以冶炼、铸造、锻压、焊接、热处理、理化检测等相关知识为主,以机加工、电脑设计等知识为辅的行业技术网站。点击标题下蓝字“热加工论坛”免费关注,我们将为您提供铸造、锻造、热处理、焊接方面知识的延伸。
1
不锈钢的分类
按不锈钢经高温加热后空冷至室温时的基本组织不同可分为 三类。
1)奥氏体不锈钢
该钢中铬的质量分数为13%~30%碳的质量分数小于0.2%其基体组织为奥氏体,如1Cr18Ni9Ti 1Cr18Ni9、0Cr18Ni9等
2)马氏体不锈钢
钢中铬的质量分数为12%一18%、碳的质分数为 0.1%~0.4%。马氏体不锈钢高温组织是马氏体,从高温空冷就能得到马氏体组织,如1Cr13、2Cr13、3Cr13 和4Cr13 等。
3)铁素体不锈钢
铬的质量分数为16%~30%和微量的碳,基体组织为铁素体如1Cr17等。
2
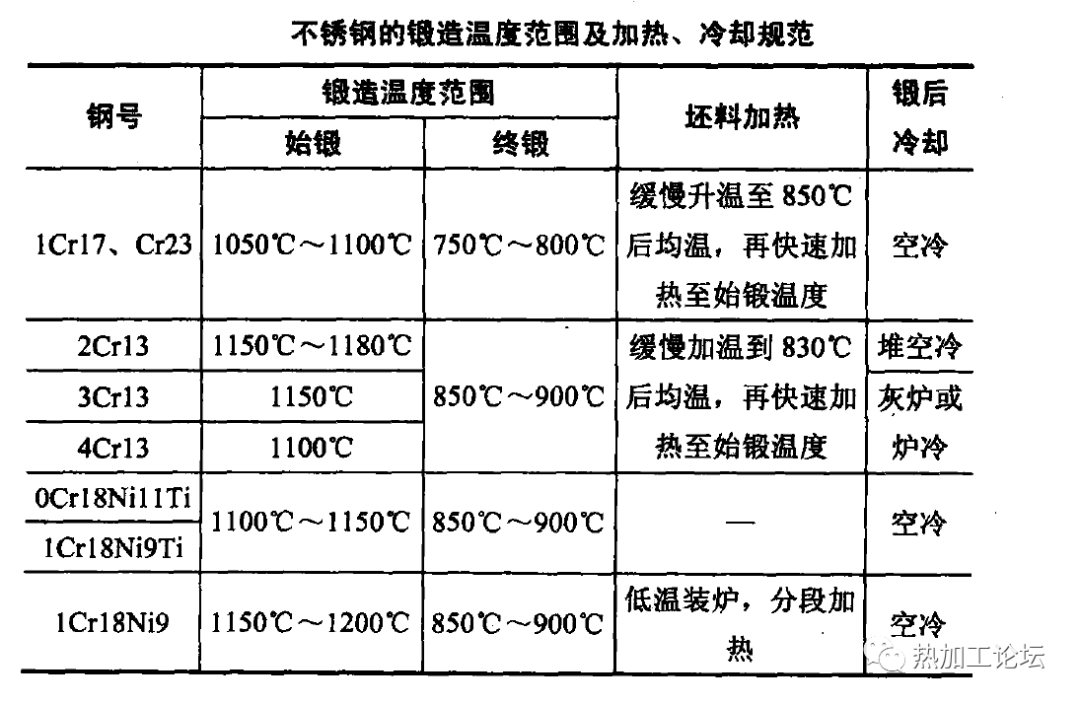
不锈钢的加热
3
不锈钢的锻造方法
由于该钢在热状态下的变形抗力较大,则确定的设备吨位应比普通钢材大 1/3,以利于锻透和细化晶粒。钢锭及钢坯的表面缺陷应在加热前采用机械加工清除干净,以避免锻造时缺陷扩展而影响锻件质量。采用铸锭锻造时,因铸锭有严重缺陷如:偏析粗大柱晶和碳化物。则始锻时应轻击,待塑性提高后再进行重击拔长时应沿轴向不停地翻转并送进坏料,不得在同一位置反复锤击。锻造比选择;钢锭 6~8,钢还取>2。对不同类别的不锈钢锻造应有所区别:
1)对铁素体
锻造变形过程要充分使晶粒细化,最后一火变形量不应小于12%~20%,终锻温度不得高于800℃。为避免温度过低产生加工硬化,终锻温度不应低于 705℃。
2)对奥氏体
锻造铸锭时,开始轻击,待铸造组织初步破碎、塑性提高后再进行重击,并以方形一多角形一方形的方式进行。并要不停地翻转送进坏料,避免在同一处连击。终缎温度下应具有一定的变形量。
3)对马氏体
这类钢可以用热处理方法来细化晶粒,因此,对这类钢最后火的变形量无特殊要求。锻造时要避免金属变形速度过快而导致裂纹与过热。
4
高温合金钢的锻造方法
高温合金又称耐热合金,是具有高的抗腐蚀、抗高温和高温强度的近代尖端材料之一。
1)高温合金的类型
根据合金中所含金属成分可分为铁基合金和镍基合金。以铁元素为基体,加入其他合金元素的耐热钢为铁基高温合金,该铁基高温合金又按其正火后的组织分为珠光体型、马氏体型和奥氏体型的三种基本体型。以镍元素为基体,加入其他合金元素的耐热钢为镍基高温合金,其基体组织为奥氏体。
另外还有钴基合金、铬基合金和铜基合金。它们的热稳定性好,使用温度可达 1000C以上,但是塑性差,难成形。
2)高温合金的锻造
由于高温合金不发生相变,因此,锻件的晶粒大小取决于锻造变形程度。而高温合金的临界变形程度范围较广,可在0.5%~20%之间,因此,每次的变形程度不能低于临界变形程度。由于高温合金的塑性低,则需采取相应的措施才能得到所要求的变形量而不开裂;高温合金的变形抗力大、锻造温度范围窄、再结晶速度缓慢和低温导热性较低。因此,锻造时必须了解下列工艺原则:
2.1下料
坯料直径小于25mm用剪切下料;坏料直径大于25mm 可用砂轮切割和机械加工方法下料。由于砂轮切割时热量无法扩散而产生热应力,并与以后的加热温度产生综合作用,使坏料两端产生裂纹,因此,不宜大量使用。所以为满足锻造工艺要求,一般常采用机械加工方法下料。
2.2加热
高温合金对加热条件要求较高,其加热规范和锻造温度见下表:
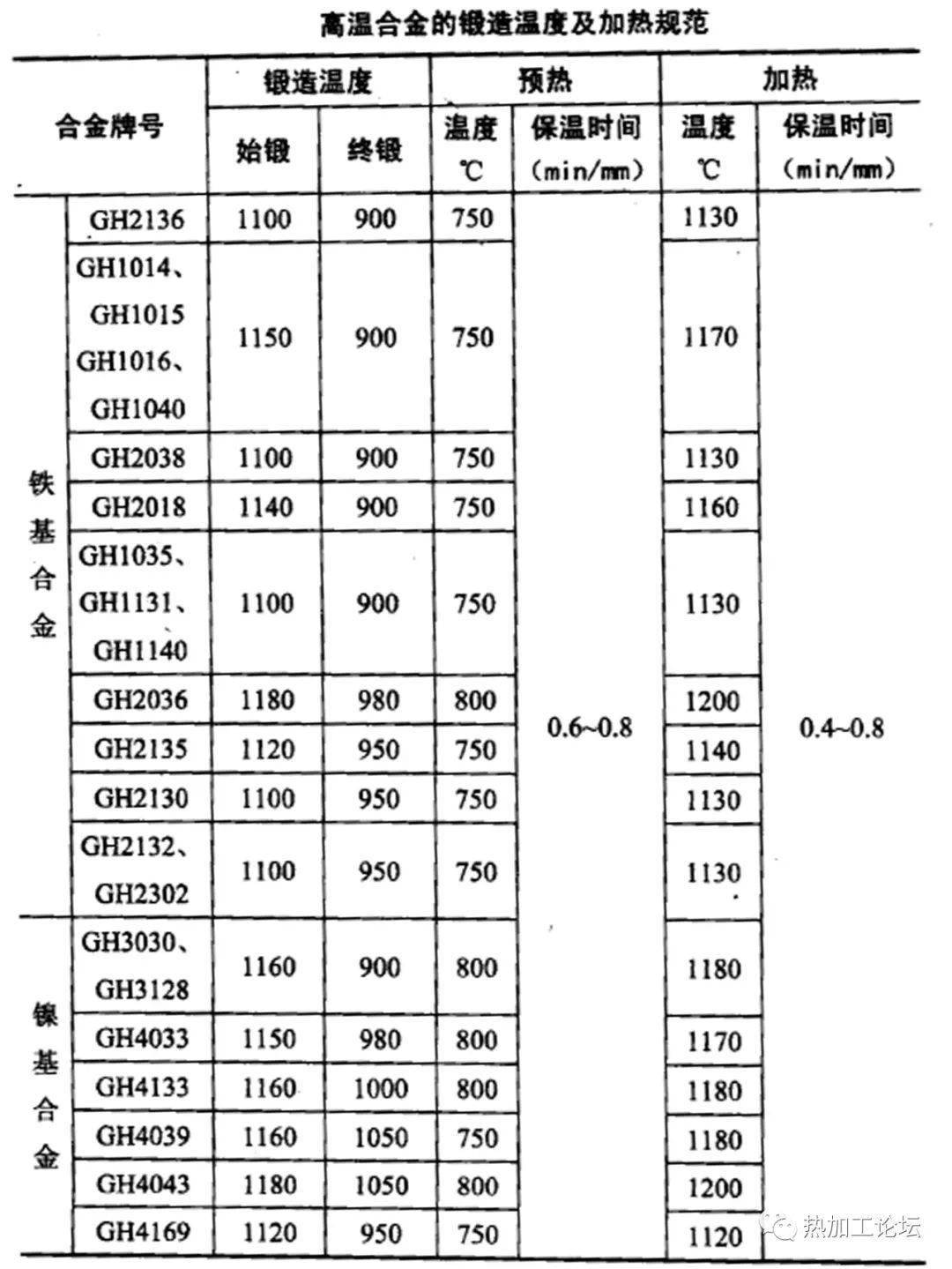

2.3锻造
无论采用拔长还是镦粗,火灾模型锻造时,都必须掌握以下工艺特点和要求:
①拔长须采用上下V形砧拔长,对部分塑性较低的高温合金锭料要采用上、下半圆弧拔长,改善材料受力状态,以减少裂纹的产生。采用钢锭拔长时开始应轻击,砧边缘应有较大的圆 角半径。当水压机压下量为30~50mm时便可重击,增大变形量,运用宽砧大进给量的拔长,促使锻件锻透和变形的均匀性。在塑性允许的情况下,可采用平按方一矩形一方的变形方案来造。
②镦粗时为达到变形均匀,可使用涂有玻璃润滑剂的纸,垫在镦粗坯料的两端;对 D/H较大的锻件采用叠锻,运用碳钢做软垫,垫在锻件两端。镦锻过程中可休息 5~15s,使坯料消除部分加工硬化,提高塑性。
高温合金最后一次镦粗的制坯模膛、顶锻模膛及终锻模膛应分别设置,而且每一工步都要预先加热坯料来满足锻造温度的要求。模具要预热至250~300℃。为使变形均匀,模具表面光洁可采用合适的润滑剂(如石墨胶体、玻璃滑剂等)。
3)锻后冷却
属于高温合金的锻件,锻后冷却方法可参照自由锻锻件的冷却方法进行。
镍基合金锻后一般采用空冷以防止热裂。但有时也要求快速冷却,以防止硬化合金的沉淀。当锻造在相当低的温度下进行时,残余应力会引起冷却开裂,此时就需在快冷前,先加热到能到消除这种应力的温度,然后再冷却。将锻件在锻后及时放入高于合金再结晶温度50~100 ℃的炉中进行保温 5~7min,最后空冷,这样处理的锻件晶粒度均匀。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如标错来源,涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!
| 还有更多精彩内容,继续阅读! |
|
|
|
|
- 各种硬度知识的详细介绍与换算方法集合
- 常用单位换算公式集合大全
- 很有收藏价值的常用计量单位换算表
- 模具材料的五大无损探伤方法
热加工企业名录,免费收录热加工企业网站!www.chinarjg.net