01
酸洗工序主要是通过酸洗液与带钢表面的氧化铁皮发生化学反应和物理冲击使氧化铁皮从带钢表面脱落,从而形成较为理想的表面,酸洗后带钢质量好坏直接影响轧制带钢质量。
随着酸洗工艺技术的发展,特别是盐酸酸洗技术的发展,现在国内的酸洗机组、酸轧机组主要分为几种酸洗形式, 浅槽喷射式酸洗技术JBOX酸洗技术、Turboflo酸洗技术。这些技术各有特点,本文主要是研究这几种酸洗形式以及对这几种酸洗形式的影响因素进行对比。
1 几种常见酸洗技术
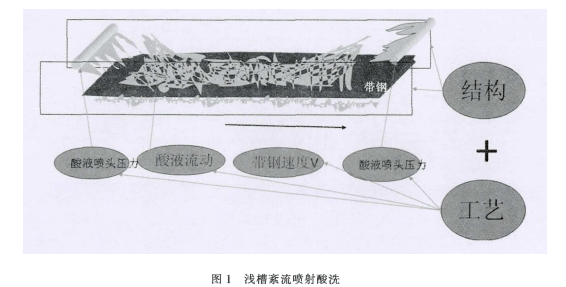
1.1浅槽喷射式酸洗技术
浅槽喷射式酸洗技术在国内应用最为广泛,技术发展比较成熟,目前代表机组商为西马克和国内一些酸洗机组商。
每个酸洗槽都有自己的酸洗循环系统,通过酸槽循环系统的泵和换热器控制酸液温度和流量,每个槽之间用酸洗泵或酸洗循环罐的连通器来实现酸液梯度递流。
酸洗槽槽盖分为内盖和外盖,内盖在酸液上方浮动以增强紊流效果,槽底部设有若干个托石,与酸槽内盖之间形成紊流的酸洗通道,酸槽头尾两端设置喷射梁,两侧设置侧喷,带钢在较大张力作用下运行,酸液与带钢流动方向相反,槽内液面的高度大概在150mm-200mm,酸液流动的通道断面狭窄处时产生高速动能,在多种因素下形成紊流。
从图1中可以看出,酸洗紊流效果与,酸槽结构、酸洗喷头压力、带钢速度,酸液流动等多种因素相关。
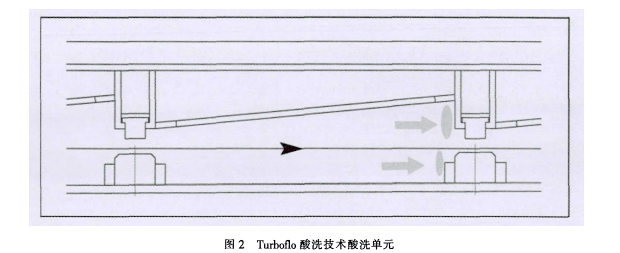
1.2 Turboflo酸洗技术
Turboflo酸洗技术是达涅利公司的专利,目前 在国内有多条酸洗线应用,在薄带钢酸洗上可以达到较高速度。
每个酸洗槽都有自己的酸洗循环系统,通过酸槽 循环系统的泵和换热器控制酸液温度和流量,每个槽 之间用酸洗泵或酸洗循环罐的连通器来实现酸液梯度递流。酸洗槽内每个酸槽通过酸槽底部的设计和一个与上盖连接的特殊内盖分成几个单独的酸洗单元。每个酸洗単元长约2m。
如图2所示,每个单元结构增加了带钢上下表面的酸液动态压力,而且这个压力仅与带钢速度有关,同时产生高的紊流效果。
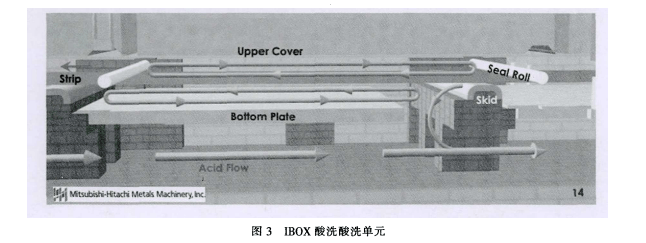
1.3 IBOX酸洗技术
IBOX酸洗技术是日本三菱公司的专利,目前在国内有多条酸轧机组应用,在国内没有单独IBOX酸洗机组,只与三菱公司轧机配合的酸轧机组。
IBOX是从深槽酸洗发展来的一个变种,IBOX酸洗技术没有外置的循环系统,循环罐和酸洗泵只在停机排酸和开车时使用。采用特氟龙材质换热器在酸洗槽内部,酸液梯度递流靠酸洗槽内液位高低 不同来实现。每个IBOX长度5m左右,每个BOX都是由FRP或近似PP材质构成(与槽体所用材质有关),如图3所示每个BOX单元两侧由枕石和密封 程隔开,为了保持过钢线还配有一定数量的压辗, 带钢在狭小的IBOX单元形成湍流,酸液湍流如图3所示。
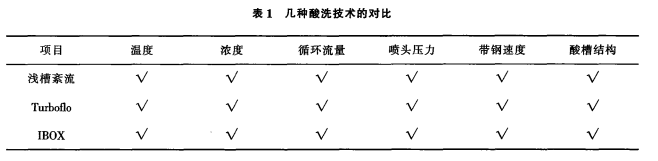
2 几种酸洗技术的对比
2.1影响因素对比
从表1中可以看出如果机组采用酸洗模型控制时,IBOX对酸洗效果控制手段相对于其它两种技术要少。某些规格的钢种需要高速时,IBOX和Turboflo酸洗技术由于每个单元的湍流效果更明显,相较于浅槽紊流有优势。在低速时,IBOX(酸液动能较小)和Turboflo(槽内复杂的结构影响了酸液流动),更多的是酸液浸泡作用,浅槽紊流更有优势 。
2.2设备投资对比
IBOX酸洗槽由于是深槽,同样长度下重量大约是浅槽紊流槽体的1.5-2倍,在一次性投资方面要大于另外两种形式。相较于Turboflo酸洗,浅槽紊流酸洗槽内的结构简单,投资稍低。
2.3节能方面对比
IB0X酸洗系统在正常生产时,不需要酸洗循环系统,节能优势明显,其余两种酸洗技术耗能上无太大区别,主要看工艺制度的执行情况。
2.4维护检修方面对比
从维护角度来看,与浅槽紊流相比,IB0X和 Turboflo酸洗技术,槽内石头与带钢接触机会增多,石头的备件数量高于浅槽紊流酸洗;但是IBOX酸洗管道系统路由简单,泵的应用机会不多。此处维护量要小于其余两种酸洗技术。换热器维护IBOX更复杂一些,需要停机排酸后进行维护,但是IBOX酸洗每个槽内有多个换热器,即使损坏一个,机组也能运行。
3 结论
从国内机组现有生产情况看,以上三种技术都能满足带钢酸洗机组的生产,从本文比较中可以看出在高速时,IBOX和Turboflo酸洗技术有优势,在低速时浅槽紊流有优势;IBOX酸洗技术节能优势明显,但是设备投资较高。从维护角度来说,浅槽喷射酸洗技术和Turboflo酸洗技术的循环系统的维护量要大于IBOX酸洗,但是IBOX酸洗技术的换热器在酸洗槽槽内维护不便。
(文章来源:北方钒钛,作者:王广英)
参考文献
[1] 陈龙宫,黄伟.冷轧薄钢板酸洗工艺与设备[M].北京:冶金工业出版社,2005.
[2] M.Turchetto. Turboflo 酸洗技术[J].钢铁,2005,03:83- 85.
02
【TECH】Push-pull Pickling Lines (PPPL:推拉酸洗)
This is where strips are threaded into the pickling line individually and pushed or pulled through the process section. The advantages of this discontinuous production method are its great flexibility in terms of production planning and materials that can be processed as well as easy manufacturing of thick strip.(生产灵活和易于生产厚规格)

Typical plant parameters:
Strip thickness: 1.2 – 16 mm
Strip width: 600 – 2,080 mm
Capacity: 300,000 – 600,000 t/a
Source: SMS GROUP
Don't forget to share this article with friends by pressing the top right corner.
【TECH】Semi-continuous Pickling Lines (S-CPL:半连续酸洗线)
Outstanding features of semi-continuous pickling lines are the small loopers that ensure that the strip in the process section does not have to come to a complete stop while the strips are being joined by a stitcher in the entry area. As a result, it is not necessary to re-thread every length of strip. These plants are suitable for small to medium capacities. An added advantage is that they can be subsequently upgraded to continuous models.(小活套,中小型规模,后期可升级为连续酸洗线)

Typical plant parameters:
Strip thickness: 1.2 – 6.5 mm
Strip width: 600 – 2,080 mm
Capacity: 350,000 – 700,000 t/a
Typical plant parameters:
Strip thickness: 1.2 – 6.5 mm
Strip width: 600 – 2,080 mm
Capacity: 1,500,000 – 2,700,000 t/a
Source: SMS GROUP
Don't forget to share this article with friends by pressing the top right corner.
【TECH】Continuous Pickling Lines (CPL:连续酸洗线)
A welding machine at the entry of the continuous pickling line joins individual strips into endless strip, then horizontal loopers ensure continuously high speed in the processing section. That means you achieve top quality standards at very high capacities.Continuous pickling lines can also be coupled to cold rolling mills.(入口焊机,大活套,连续高速运行,大生产能力,可以与冷轧机连接)

Typical plant parameters:
Strip thickness: 1.2 – 6.5 mm
Strip width: 600 – 2,080 mm
Capacity: 1,500,000 – 2,700,000 t/a
Source: SMS GROUP
Don't forget to share this article with friends by pressing the top right corner.
声明:本文来源于知钢、东方有色等,轧钢之家整理发布,版权归原作者所有。转载请注明来源;文章内容如有偏颇,敬请各位指正;如标错来源或侵权,请跟我们联系。